All you need to consider while marking on metal through laser
Laser etching metals with barcodes, serial numbers, and logos are common marking demands on both CO2 and fiber laser systems.
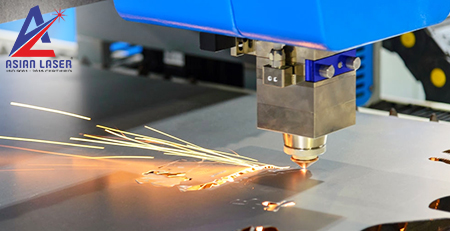
Thanks to their extended operational life, lack of required maintenance, and comparatively low cost, fiber lasers are a perfect choice for industrial marking applications. These sorts of lasers produce a high-contrast, permanent mark that doesn’t affect part integrity.
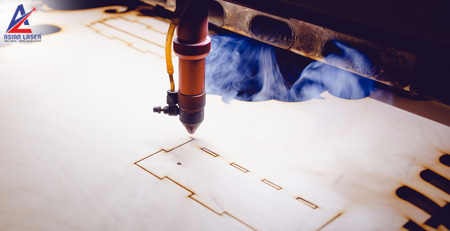
When marking bare metal during a CO2 laser, a specialized spray is employed to treat the ore before engraving. The warmth from the CO2 laser bonds the marking agent to the bare metal, leading to a permanent mark. Fast and affordable, CO2 lasers also can mark other sorts of materials – like woods, acrylics, natural stone, and more.
Both fiber and CO2 laser operations executed by lasers are often operated from almost any Windows-based software and are exceptionally easy to use.
Laser Differences
Because different types of lasers react differently to metals, there are some factors to be made.
More time is needed for embossing metals with a CO2 laser, as an example, due to the necessity for coating or pre-treating with a metal marking agent. The laser must even be run at a low-speed, high-power configuration to permit the marking agent to adequately bond with the metal. Users sometimes find that they will wipe off the mark after lasering – a sign that the piece should be re-run at a lower speed and better power setting.
The benefit of metal marking with a CO2 laser is that the mark is presented on top of the metal without removing material, so there’s no impact on the metal’s tolerance or strength. It should even be noted that coated metals, like anodized aluminium or painted brass, don’t require pre-treatment.
Types of Marks
To best suit the sort of fabric being marked, a fiber laser system offers a variety of options.
Ablation is analogous to engraving and is usually related to removing a top coating to show the fabric underneath. Ablation is often performed on anodized, plated, and powder-coated metals.
Another sort of mark is often made by heating the exterior of an object. In annealing, an active oxide layer is formed by exposure to burn coats a high-contrast target, without changing the surface finish. Foaming melts the surface of a cloth to supply gas bubbles that get trapped because the plastic cools, creating a high result. Polishing is often achieved by quickly heating a metal surface to vary its colour, leading to a mirror-like finish. Annealing runs on metals with high levels of carbon and metal oxide, like steel alloys, iron, titanium, etc. Foaming is usually used on plastics, although chrome steel also can be marked by this method. Polishing is often done on almost any metal; darker, matte-finish metals tend to yield the foremost high-contrast results.
Material Considerations
By making improvements to the laser’s speed, power, frequency, and focus, chrome steel is often marked in various ways – like annealing, scoring, and polishing. With anodized aluminium, fiber laser engraving can often produce much higher brightness than a CO2 laser. Engraving bare aluminium, however, leads to less contrast – the fiber laser will create reminder grey, not black. Still, deep engraving coupled with oxidizers or colour fills often want to create a black etch on aluminium.
Related concerns must be made for marking titanium – the laser tends to make shades from light grey to very dark grey. Counting on the alloy, however, marks of varied colours are often achieved through adjusting frequency.
To know more or get one laser machine for your business, contact Asian Laser, one of the leading laser integrators in India: